|
WMEM|YKA2260全数控螺旋锥齿轮铣齿机的研发与应用 一、概述 驱动桥是轻型车、微型车、重型卡车、大型客车及工程机械的关键部件,直接为车辆提供驱动力。螺旋锥齿轮是驱动桥的核心零件,影响驱动桥的工作性能,进而影响整车动力性能。随着汽车产业的发展,对高效、高精度螺旋锥齿轮的加工生产装备及成套技术的需求越来越大,对低成本、无污染等加工要求也越来越高。能否高效率、高精度地加工螺旋锥齿轮,决定了汽车产业的经济效益与市场地位。 目前,国际汽车驱动桥螺旋齿轮制造行业普遍采用高档数控机床干切加工,具有高效率、高精度、低成本、绿色环保等优点。而国内绝大部分的螺旋齿轮加工依然是用机械式机床湿切加工,具有成本高、污染高、精度低等缺点。 我国亟需的车用螺旋锥齿轮干切生产线大多从Klingelnberg或Gleason引进,耗费巨额外汇,而且造成我国汽车工业的发展受制于发达国家的技术垄断。但2012年全数控螺旋锥齿轮铣齿机YKA2260在湖南中大创远成功下线,标志着锥齿轮干切设备实现了国产化。 到目前为止,YKA2260机型已经发展到第三代产品,客户遍布大江南北,湖南中大创远数控装备有限公司也成为了国内螺旋锥齿轮设备制造的佼佼者。美国Gleason、德国Klingelnberg和中大创远产品的主要加工范围如表1所示。
中大创远从成立之初就特别注重技术的研发,自主研发的螺旋锥齿轮铣齿机、磨齿机、磨刀机、装刀机、研齿机、检查机、齿轮检测中心等已在众多国内汽车领域企业应用。YKA2260全数控螺旋锥齿轮铣齿机(见图1)拥有多项技术创新,是公司自主研发制造的成果,应用了多项发明专利和软件著作权,主要技术指标保持国内领先、国际先进水平。该机床的研制成功,不仅提升了我国此类数控高端装备的水平,也打破了国外的垄断和封锁,为企业开拓了新的产品市场,同时取得了良好的经济和社会效益。
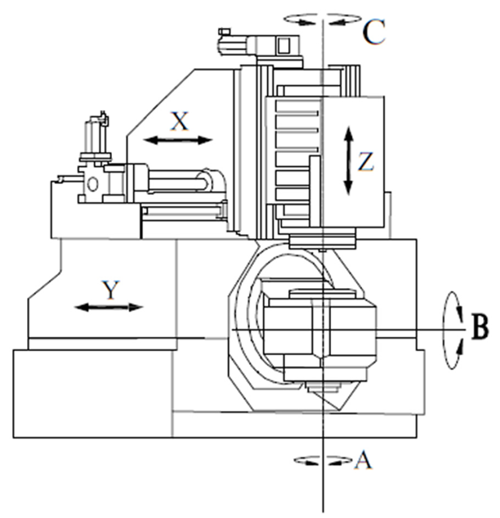
图1 YKA2260全数控螺旋锥齿轮铣齿机 二、产品性能介绍 YKA2260是六轴六联动干、湿切两用全功能型机床,可高刚度、高精度、高效率加工延伸外摆线等高齿和圆弧收缩齿等各种螺旋锥齿轮和准双曲面齿轮,其轴系布局如图2所示。 在机床正常加工条件下,铣齿精度达到GB11365-89锥齿轮和准双曲面齿轮精度标准规定的5级精度,齿面粗糙度达到Ra1.6μm。
图2 YKA2260轴系布局图 X:水平左右直线轴 Y:水平前后直线轴Z:垂直上下直线轴 A:工件主轴 B:回转台主轴 C:刀具主轴 技术特点如下: (1)立式结构;(2)刀具主轴、工件主轴采用大扭矩电机直接驱动;(3)采用自主设计开发的干切刀盘;(4)机床具备铣削延伸外摆线等高齿和圆弧收缩齿齿制的螺旋锥齿轮加工功能;(5)高速干切功能;(6)6轴联动数控机床,采用西门子840D SL数控系统;(7)配备集成在840D SL数控系统中的螺旋锥齿轮HCS加工控制软件;(8)机床采用全闭环控制模式,所有直线轴配备高精密直线光栅,所有旋转轴配备高精密角度编码器;(9)机床配备自动开关门功能;(10)占地面积小;(11)尤其适用于乘用车和商用车螺旋锥齿轮的量产加工;(12)刀盘装卸便捷;(13)铣削速度可无极调整;(14)机床采用碟簧夹紧液压放松的夹具系统,并配备有夹紧检测功能;(15)机床具备自动对刀及铣削余量分配功能;(16)帮助系统的故障提示;(17)机床配备全面安全保护(含紧急回退、断电回退、功率保护、温度保护等);(18)配备自动上下料系统,可在无人值守下实现全自动加工。 主要技术参数见表2。
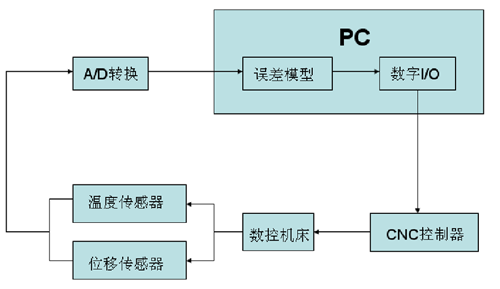
三、新技术应用情况 1. 结构设计 由于高速干切的切削量大、刀具线速度快,且不再使用切削液冷却,故要求机床具有高的静刚度、动刚度和热刚度。机床不积铁屑,且排屑速度快,能迅速将高温铁屑排出机床。YKA2260加工精度高,齿面质量好,是因为其具有高的动态精度、主轴配备有热补偿功能。此外机床还具有以下优点: (1)小龙门结构,具有高刚度、结构简单、机床总精度不易受干扰等优点;(2)两个主轴悬空,在加工空间下方没有任何元件,切屑直接掉入排屑器快速排出,减少机床立柱的热变形;(3)为了控制齿面误差,机床必须具有高动态性能,YKA2260工件主轴与刀具主轴都采用大扭矩电机直驱结构,且每根轴都配有海德汉高精密光栅反馈实时位置,西门子840DSL数控系统闭环控制;(4)零距离上下料,更换刀具方便;(5)加工点易观察。 2. 机床热平衡设计技术的研究与应用 在机床设计阶段,减少热源的发热,加强系统的散热设计,基于机床热特性优化设计理论,对设计方案进行理论评价,达到减小机床热误差的设计目标;在机床制造与使用阶段,对系统的热误差进行补偿。 机床热平衡设计技术路线的可行性与具体实施方案: (1)减少主轴系统发热技术研究:主要措施有尽量减少中间的传动环节,把传动链的长度尽量缩短,直接采用内置电机的电主轴,把传动链的长度缩短到零,为了降低电机的发热量,采用永磁式主轴电机,与感应式电机比较,永磁式电机的转子不发热,从而使主轴的温升大大降低,同时,对永磁电机采用恒温水冷方式,以确保电机的温度不会因为负载的变化而变化。 (2)合理的润滑方式研究:试验表明,使用油汽润滑的轴承温升可比使用脂润滑时降低5-8℃,比油雾润滑降低9-16℃。同时保证电机冷却水流量,保持电机温度恒定,适当加大主轴轴部气密封压缩空气流量,实现主轴的温度稳定。 (3)系统的热误差补偿技术研究:通过温度和位移传感器对机床两主轴进行实时采集温度和热位移相关数据,建立机床的热误差模型。按热误差模型对误差进行预测,然后将预测的补偿值输入数控系统,执行相应的补偿。主轴端的温度传感器全时检测主轴端的温度变化,通过机床的CNC系统给工件或刀具一个相应方向的补偿运动,以抵消主轴热位移所造成的加工误差。热误差补偿图如图3所示。
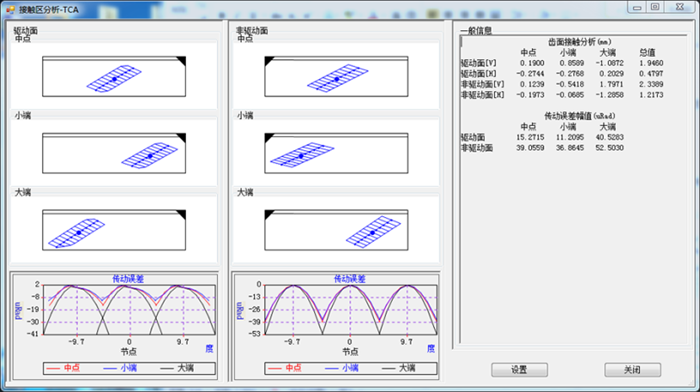
图 3 (4)切削热隔离:高速干式切削加工会在加工瞬间产生大量热量,这些热量主要集中在切屑中,过热的高温铁屑的聚集会破坏机床的热稳定性,如不及时将带有热量的铁屑从机床的主体结构中排出,会使机床产生热变形,影响加工精度,降低工件表面质量。在设计中,采用单独的排屑系统,与机床主体部件完全隔离,阻止切削热的传导,并保证切屑在飞溅的过程中尽快落入排屑机中,迅速排出。 3. 力矩电机驱动主轴的高刚性及抗干扰研究 该机床刀具主轴、工件主轴均采用大扭矩力矩电机直驱结构,从结构设计上避免了因传动链带来的运动误差及精度损失;基于该直驱结构的控制需求,对力矩电机输出的速度平稳性、定位精度、抗干扰能力、热负载特性等指标进行精准苛刻的约束。 (1)力矩电机调速与定位精度研究:采用高精度测量反馈系统与主轴直连,从而把测量反馈系统、伺服控制系统、力矩电机、机床主轴、整个主轴系统构成一个全闭环伺服控制系统,这样做的主要目的是:实现速度闭环控制的稳定输出,实现位置闭环控制的精准输出。 (2)力矩电机应用过程中的热保护技术:力矩电机主轴在运转时,由于切削负载的影响,电机绕组会产生大量的热量。为保证电机的热负载特性输出,在电机定子外圈设计水冷回路,保证了电机绕组在稳定的温度下工作。同时,力矩电机定子绕组中嵌入有多种温度传感器,PTC传感器主要用来保护电机瞬间升温,而KTY传感器用于实时监控电机当前温度。 (3)力矩电机驱动机床主轴的应用方案研究与试验验证:在整机伺服闭环控制系统中,每一个环节的性能都决定着整个系统的精度;针对干切削运动合成的复杂性,运动的高精度与响应的高速性需求,选用高性能、开放性能友好的西门子840D sl数控系统。反馈回路采用高精度光栅与主轴直连,有效减少反馈回路误差。机床实际加工能力证明,这套力矩电机闭环控制系统具有极高的运动平稳性和较高的定位精度。 (4)力矩电机驱动主轴的高刚性及抗干扰能力研究:在切削过程中,干切机床主轴受切削冲击最大;保证两个主轴的稳定运转是核心,一方面,力矩电机的扭矩足够克服切削力矩干扰;另一方面,伺服控制系统需要有极高的控制刚性、极快的响应时间。该机型伺服控制系统,电流控制环、速度控制环、位置控制环分别约束力矩电机主轴,使整机闭环控制系统具备极高的伺服增益系数,极低的系统调节时间。这样在切削过程中产生的力矩干扰能被系统很快抑制,保证切削过程的稳定,确保加工产品的表面质量。 4. 干切计算软件及其应用 通过对摆线等高齿切齿计算原理的深入研究,完成了等高齿计算设计分析软件。该软件主要涵盖了以下几个主要模块:齿坯计算及强度分析、调整卡计算、刀具设计与分析、基于Ease-Off的接触区调整、轮齿数据计算和分析、齿面误差反调、含输入输出接口的专家系统及数据库系统。具体包含:不同标准的齿坯设计、基于多档位的强度谱计算分析、适用于不同机床的多种类型的加工参数转换、刀具形状及副刃和凸台干涉分析、共刀设计及分析、给定齿面点与给定安装误差的TCA分析、含齿深和齿厚补偿功能的基于Ease-Off或目标Ease-Off的不同安装误差下的大轮或小轮参数的接触区调整、齿顶厚度、齿廓形状、运动侧隙和顶隙分布、根切分析以及基于理论或标准齿面的齿面误差反调等。 通过在公司齿轮实验室以及客户地的各种类型的开发加工应用表明,计算软件已经完全可以满足螺旋锥齿轮摆线齿的设计计算和加工应用,是一款成熟实用的针对螺旋锥齿轮加工的含设计、计算和分析等功能的专用软件。 下面以457-1037中桥产品为例,用计算软件进行齿轮设计,设计出需要的接触区形状和位置,图4和图5为理论的接触区和EaseOff,表3为齿轮基本参数。
图4 设计接触区
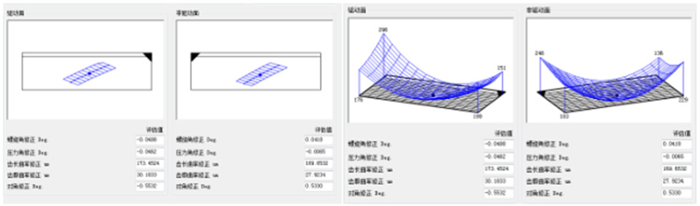
图5 设计EaseOff
齿轮设计完成后,将数据上传到服务器,铣齿机YKA2260读取数据进行铣齿加工,并在测量中心Z5上检测反调,并将反调参数传输到铣齿机上再次铣齿,直到齿面误差达到要求。产品切齿合格后的齿面实际接触区如图6所示。
图6 切齿接触区 四、成果应用及推广情况 YKA226全数控螺旋锥齿轮铣齿机在众多企事业单位得到广泛应用(见图7),加工产品精度、加工效率均媲美等同类进口机床,可替代进口。
图7 YKA2260全数控螺旋锥齿轮铣齿机的研制成功,摆脱了传统的“黑、湿、油”状况,改善了我国制造业加工环境,对于提高锥齿轮相关行业的关键零部件国产化,提高国内自主配套能力等均有显著的经济和社会效益,对加强我国高精密等技术产品有十分重要的战略意义。 (来源:《世界制造技术与装备市场(WMEM)》杂志2020年第4期 供稿:湖南中大创远数控装备有限公司 责编:梅峰) |