




企业信息
【专访】中国首创无背隙二级凸轮传动数控转台 ——专访武汉智德立精工制造技术有限公司总经理王学新
【专访】
中国首创无背隙二级凸轮传动数控转台
——专访武汉智德立精工制造技术有限公司总经理王学新
在武汉市黄陂区僻静的郊区,有一家厂区占地面积不小但却只有40个人的小企业,这家企业名叫“武汉智德立精工制造技术有限公司”(以下简称武汉智德立)。企业虽小但做的事情却不小,能量大到未来能推动中国的机床行业前进一大步。如果不是行业技术专家的强烈推荐,怎么也不会采访到这样一家规模小又名不见经传的企业!这家企业的总经理王学新是一个搞建筑设备起家的能人(在建筑设备行业有很大的影响和良好的口碑),直到2012年才转型到机床行业做转台的。用王总的话来说,是老天的眷顾在我无路可走的情况下,开始了机床用数控转台的研发。而且,转型非常成功!


从1981年开始,高中毕业的王学新就进入工厂,开始了机械加工方面的学徒生涯。由于对机械制造的热爱,王学新在学徒和工作期间积累了丰富的机械常识和加工经验,于是在1989年成立了自己的公司,主营简易升降机的生产。由于那个时候这样的厂家非常少,所以他的简易升降机卖得很好。这种好光景一直延续到了1997年,亚洲金融风暴开始了,如果企业不转型不创新就很难生存下去,王学新又干起了搅拌机。虽说简易升降机和搅拌机现在听起来简直是太普通又太没技术含量的产品了,但在当时,却很少有人干,是很新鲜的东西。后面的经历都逐一证明王学新的眼光是很超前的。搅拌机干到2003年又转型做起了免维护防坠落升降装置,这是生产安全相关部门找到他,专门让他开发的(因为王学新那个时候就已经是革新能手,并在当地很有名气了),后来还申报了发明专利。这个产品让王学新的建筑设备企业一直火到2012年,可问题又来了。新产品上要用的转台由于精度要求过高,到处买不到,问了国际上数控转台的行家德马吉和西门子,也都做不出来。在被逼无奈的情况下,生性不服输的王学新决定要自己做,遂成立了武汉智德立精机,正式转行到机床界做转台。没想到,决心一下就开创了一个数控转台的新世界。

2012年的时候,传统的数控转台,即使做到了极致,精度也就是8″,而王学新所需要的转台精度是6″,怎么办?看来不从根本上改变数控转台原有的设计思想是不可能做得到了。也就是说,不能按常规的套路出牌了,必须要进行革命性的技术创新,6″的精度才有可能达到。经过长达3年的一系列严格理论对比、论证和大量试验,才有了无间隙凸轮蜗杆传动超高精度定位回转工作台,即后来的Wg型系列任意分度数控回转工作台。2014年,就无间隙凸轮蜗杆传动超高精度定位回转工作台申报了国家发明专利,2016年获得证书。此转台的问世,填补了国际上高精度、高性能数控转台的空白,未来的前景不可估量。

目前主流的数控转台一般采用蜗轮蜗杆传动,这由于蜗轮蜗杆传动是滑动摩擦,无法实现预紧,不能实现无间隙传动。
武汉智德立新研发的Wg型系列任意分度数控回转工作台,采用新型凸轮传动机构,双凸轮预紧,实现无间隙传动。这种传动方式是滚子传动,属于滚动摩擦,可以采用预紧方式提高刚性,消除间隙。其独特的二级滚子凸轮传动方式,可以将减速比做到100倍以上,扭矩超大。由于没有反向间隙,也就不需要锁紧装置,使得回转工作台重复定位精度和分度精度大幅提高,可满足对大工件超高精度、重载荷、大切削量的加工需求。该数控回转工作台无需光栅闭环,采用数控系统补偿,就能满足高精度机床的要求。

在经过3年的研发之后,从2013年起,武汉智德立开始了无间隙凸轮蜗杆传动超高精度定位回转工作台陆陆续续的生产,并达到目前月产10台的能力。产品主要应用在立钻、立式磨床、龙门加工中心、卧式加工中心,及船用螺旋桨的检测。
为了保证Wg型系列任意分度数控回转工作台的产品质量,他们进行了200多项工艺创新。王总说,人必须要有职业良心,对自己和客户负责。而企业员工评价王总说,王总干工作认真得近乎苛刻,执着的劲头就像一个“疯子”,而我认为只有这样的“疯子”才能干出成绩,做出效果来。
王总还介绍说,在wg系列转台研发的过程中,遇到因零件加工的特殊工艺要求而现有设备无法完成的情况,而此时,广州敏嘉制造技术有限公司给予了全力支持与配合,为智德立专门定制完成了满足特殊要求和个性化技术方案的机床,最终使得零部件的加工工艺圆满实施。在转台数控系统的功能和系统精度要求上,华中数控也给予了通力合作。
广州敏嘉是一家生产专精特数控机床的企业,该公司生产的一些四轴、五轴数控机床需要高精度数控转台。该公司试用了Wg系列数控转台,经过敏嘉公司的厂内测试,证明该转台反向间隙几乎为零,在停止状态不用附加锁紧装置,也能实现无间隙,重复定位精度达到1.5″,分度精度±2″,同心度2μm,平面误差3μm。广州敏嘉计划将该转台用于卧式加工中心和齿轮磨床等高端机床。
武汉智德立的无间隙凸轮蜗杆传动超高精度定位回转工作台目前还处于市场拓展阶段,所以产量还没有达到饱和,以现在的势头预期,未来计划年产值将做到一个亿,前景令人期待。建议想提高产品精度质量和升级的机床企业可以大胆尝试,早用早受益!
(阎晓彦)

全球分度转台的技术现状分析与亟待解决的技术难题
分度转台、数控分度回转台、转矩电机、气动、气浮转台、液压转台等作为机床的重要部件,是确保机床加工各种精密零件的核心装备之一,广泛应用于各种机械零件的加工。随着社会的进步、技术的发展,以及高端装备制造新的市场需求,对机械零件的加工精度要求越来越高。现在转台技术领域最大的困惑就是转台的分度精度、同心度、平面度等各项精度怎样满足高精度机械零件的加工要求。这个问题也成为当前转台领域的技术难题。世界各国该领域的工程技术专家,思考设计了很多解决方案,但精度提高的效果均不尽人意。
如何解决转台在保证超高精度分度和精准定位的同时,又能确保在精密机械零件加工过程中转台不会产生角度位移和平面度、同心度误差,成为目前转台领域的世界性技术攻关难题。本文中,作者首先对目前全球各种转台在高精度分度和精准定位上的优缺点进行相关技术分析,而后在此基础上提出了自己的解决方案,供业内同仁参考。
我们先从常规应用中最为广泛的蜗轮蜗杆传动转台进行分析:
一、目前最常用的转台其内部传动方式为蜗轮蜗杆传动。由于蜗轮和蜗杆的传动接触面为滑动摩擦,因此摩擦阻力大、传动效率低。由于蜗轮材质较软而蜗杆材质硬度大,所以蜗轮极易磨损,从而导致分度误差越来越大,再加上蜗轮齿的等分度误差(也就是公法线误差),导致的分度误差,所以该型结构传动的转台分度精度不高。
另外,由于蜗轮和蜗杆只能啮合2.5-3个齿,且不能使蜗杆螺旋面的两面与蜗轮齿的两面同时紧密啮合,所以输出转矩不大,而且反向间隙过大的问题无法解决。所以容易导致该型转台在加工零件时产生较大的角度偏摆。为了有效控制加工零件时的角度偏摆,人们想到了用气动和油压刹车锁紧输出端的工作台,来克服加工零件时的刀具切削力,控制角度偏摆的产生。但在刹车锁紧时,由于转台本身的反向间隙大,且输出转矩小,所以刹车锁紧固然能增大静止转矩抗衡加工零件时的切削阻力,但在刹车锁紧时必然产生较大的角度位移,导致加工零件在定位时就已经产生了较大误差。
按照这个技术线路,人们试图通过包络蜗杆,蜗杆螺旋逐渐增厚(也就是变位蜗杆),或蜗杆径向偏心可调等来克服蜗轮磨损后的精度丢失,但结果仍然无法解决超高精密分度的问题。而且由于蜗轮和蜗杆材料的不同,其热胀系数的差异,导致长期使用导致的温度升高,从而使其分度精度也大大降低。
所以该型转台是不可能满足高精度零件的加工需求的。但其优点是制造成本低、外型尺寸小。
二、为了解决以上蜗轮蜗杆传动转台的先天技术不足问题,人们想到了通过鼠牙齿啮合的技术方案。其原理是通过将鼠牙齿圈固定在转台工作台底面,另一齿圈固定在转台箱体上通过蜗轮蜗杆带动抬起的工作台旋转分度,然后落下与固定在箱体上的齿圈进行上下齿圈啮合。这种结构的转台,其分度精度和重复精度都很高,也有足够的静止转矩抗衡加工刀具的切削阻力。但其最小分度只能是整数,且在工作台通过液压顶升,再旋转分度再落下的过程中,会产生工作台平面和中心轴轴心误差的技术问题,从而使装夹在工作台上的零件的基准面和轴心不能达到其精度要求。特别是多面箱体要求面与面上的孔的同心度要求高时,该型转台不能满足其精度要求。再就是该型转台在工作台顶升抬起,再旋转分度再落下啮合上下齿圈时,由于工作台再旋转分度时所产生的分度误差,会导致上下齿圈啮合时的对齿偏离,此时工作台和上齿圈一起落下时,上齿圈和下齿圈会产生强行啮合、强行摩擦,而齿面磨损导致其分度精度和重复精度降低。
该型工作台的优点是分度精度高,且有足够的静止转矩克服加工时刀具的切削阻力,缺点是不能满足任意分度的要求,在分度过程中不能有效保证工作台基准面和主轴的同心度。
三、通过对以上两种形式的转台分度精度和定位精度的分析,我们可以看到其在满足高精度零件加工要求上存在先天不足。光学专家和数控专家想到了利用光栅闭环和计算机数字化处理来满足转台任意分度精度的技术问题。其实施方式无外两种:一种是在常规蜗轮蜗杆传动机构的转台输出主轴上加装圆形光栅通过计算机系统来实施高精度分度;另一种是通过在力矩电机主轴上安装圆形光栅,通过闭环反馈位置信号给计算机系统,达到精准分度和定位。虽然这两种形式的解决方案都可达到分度和定位精度的超精准,但这两种形式的解决方案仍然存在分度和重复定位精准后怎样克服刹车锁紧时,其精度不发生改变的技术问题。由于其输出转矩小,为克服刀具切削和振动阻力就必须通过分度和定位后气压或液压刹车来锁紧工作台或主轴,但在锁紧时就会产生角度偏摆,从而使原本通过光栅闭环系统得来的精度发生变化,所以实际上还是降低了其精度。
另外,光栅的安装和使用对转台本身的装配精度和使用环境要求非常高。例如转台在工作过程中自身会产生温升,停机时温度会下降,在温度下降的过程中空气中的水分就会带着灰尘逐渐冷凝在圆形光栅上,从而使圆形光栅闭环的反馈信息产生较大的不确定性,给系统分度和重复定位带来更大的误差,最重要的是其精度丢失不可预见。那么,有圆形光栅闭环系统的转矩电机情况会怎么样呢?虽然转矩电机没有机械传动部分,但其输出的转矩更小,更要通过刹车锁紧来满足加工零件所需力矩要求,同样会产生锁紧后角度偏差和光栅受冷凝水雾的影响,使其各项精度降低。
因此,用以上两种方案同样不能满足高精密零件的加工要求。要害问题就是光栅受到污染后,其反馈的位置信息的错误信号不可预见,这就会使加工零件的报废率高。
要解决目前转台高精度分度和定位的技术难题,我们认为必须首先从机械传动上找到突破口,并结合数控伺服系统才能解决当前的困扰。第一,必须解决机械传动部分的磨损问题。第二,机械传动部分必须满足强大的输出转矩,使其足以抗衡其加工零部件时的刀具切削和振动,保证工作台不产生角度和平面及同心度的变动。第三,机械传动部分的反向间隙必须尽可能小,最好是零反向间隙。第四,传动机构的啮合精度误差达0.003-0.005㎜内。通过长期大量的实践证明,只有有效解决这些机械的技术难题,再配合伺服数控系统,转台才能既实现分度精度和重复定位精度超精密的要求,又能满足高精密零件的加工需求。否则转台精度再高也只能用于检测,而不能应用在实际的高精密加工中。
下面简要介绍作者所在公司是如何解决这些技术难题的。我们的解决方案是:一种空间共轨传动技术及其传动装置的创新发明。
一、Wg系列回转台原理简介
Wg系列回转台采用两级传动,总传动比为1:180,其传动机构是有别于传统蜗轮蜗杆的新型蜗轮蜗杆传动件(如图1所示)。新型蜗轮蜗杆传动机构运用轨道共轭原理,蜗杆轨道与蜗轮上传动销运动轨迹共轭,实现蜗杆轨道槽面与蜗轮传动销线-线接触,两传动部件之间作用为滚动摩擦。
除了采用全新传动机构外,Wg系列回转台运用了自主设计的预紧处理,以消除传动过程中存在的极小间隙。如图2所示,对两根一级(以传动等级命名)新型蜗杆分别施加不同方向的旋转力矩,通过一级新型蜗轮的传递,使得作为一级新型蜗轮主轴的螺旋轨道呈轴对称的两根二级新型蜗杆旋转,旋转方向相反。在两根二级新型蜗杆同时不同向旋转时,蜗杆轨道槽面会与二级新型凸轮传动销紧密接触,实现无间隙线-线接触滚动摩擦传动。预紧处理之后,传动部件之间已无间隙,锁紧刚性联轴器,回转台即可使用。
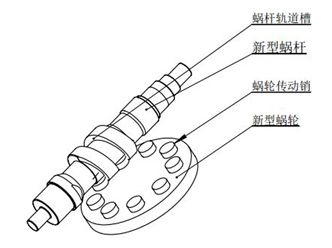
图1 新型蜗轮蜗杆传动件示意图
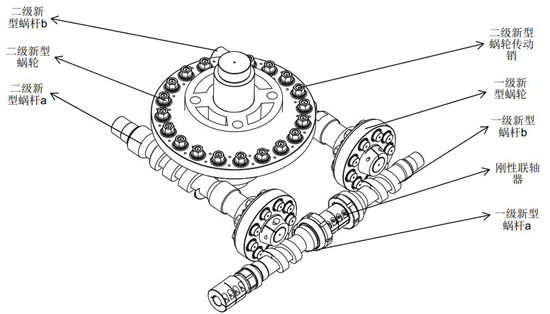
图2Wg系列回转台内部传动结构示意图
二、Wg系列回转台技术优势论证
由于Wg系列回转台采用独特的传动机构、创新式的结构设计和预紧处理,其相较于传统蜗轮蜗杆回转台,具有以下几大优势:
1、Wg系列回转台采用独特的传动机构,创新式的结构设计,并通过自主设计的预紧方式处理之后,其最大性能优势为其超高精度。回转台采用了两级精确传动,预紧处理消除了传动过程中接触处存在的间隙,其重复定位精度小于等于2″,回程误差达到2″,一级产品分度误差2″。本公司三级精度产品已通过湖北省计量测试技术研究院精度质量认证。
2、Wg系列回转台运用217绝对值编码器伺服电机作为动力输入。由于其传动比高,摩擦损失极小,蜗杆槽壁厚度大且同时与多个传动销深度啮合,因而Wg系列回转台相较于同类型产品,其输出转矩大,在零件精加工时完全不用刹车锁紧,承载力达到8t(已通过试验证实)。
3、Wg系列回转台采用线-线接触的新型蜗轮蜗杆传动机构,通过二级传动,实现足够大的转矩平稳输出和静止转矩,使其足以克服零件加工时的切削力和振动力对工作台的角度和平面偏摆位移,从而保证零件的加工定位精准。由于新型蜗轮蜗杆传动机构为滚动摩擦,相较于传统传动机构的滑动摩擦,摩擦力可以小到忽略不计,因此其能耗极低,箱内油温升幅小,噪音小,转台效率高。
4、Wg系列回转台不仅采用全新蜗轮蜗杆传动机构,摩擦为滚动摩擦,而且各配合传动部件采用相同材料,经过表面渗氮处理,受力处硬度一致,这样极大程度减少了摩擦带来的损耗,在大幅提高回转台使用寿命的同时,至少能保证回转台两年以上精度质量。
采用以上技术解决方案所制造的Wg系列转台,不仅有效解决了转台领域的各项技术难题,且通过3年的长期使用验证,其各项精度保持基本不变,能充分满足大工件精密加工的需求。但其结构复杂、生产工艺难度大、成本高,制造小型号的转台难度大,是其不足之处。
本公司Wg系列转台所标注的精度为纯机械精度,如果通过系统补偿则结果依次为:正负7″的通过系统补偿可达正负3.5″;正负5″的可达正负2.5″;正负4″和正负3″的都可达正负1.5″。
(王学新)


